

电铸薄标电解脱脂工序是怎样的呢?宝利丰精密小编来和大家分享下相关说明。

产品工序名称:超薄logo电解脱脂
标准工时:0.5H
机器夹具:过滤机 烤箱 碱处理池 、酸处理池,水洗箱
使用物料:挂具 脱脂剂、酸液(盐酸)浓度:15%~18%
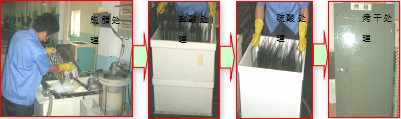
作业步骤: 1、所有的作业人员必须经过GP相关知识的培训;定期对制程中有无使用有害物质、有无使HSF料件受污染进行评估(通过委外检测的方法,每年不少于一次);确认设备、工具、物料、辅料有无环保标识,有无变化;物料名称及编号是否与批产品用料清单一一对应。 2、将拉好丝的不锈钢板放到碱处理池中进行脱脂处理,浸泡30S后用海绵轻轻擦洗钢板表面,以保证钢板表面没有油渍脏污。 3、将脱脂后的不锈钢板,挂在挂具上放到盐酸处理池中浸泡30S,进行酸处理。 4、酸处理完的钢板统一放在板架上,浸泡在清水中30S,进行清洗,然后放在设定温度为100度的烤箱内进行烘烤20分钟,直到钢板表面完全没有水渍为止。
工艺要求/注意事项: 脱脂处理后表面应无杂物 擦洗时注意不能造成钢板划伤 烤箱温度:80±5℃ 烤干时间:15~20分钟
作业图示如下:
以上就是电铸薄标logo电解脱脂工序相关资料说明,希望可以给到大家一些参考。
 关注微信
关注微信
{kind=link}